Расточка шлифовка блоков коленвалов
Dima402 › Блог › Ремонт двигателя: скупой платит дважды

Ремонт двигателя можно разделить на операции: Диагностика. Снятие и разборка силового агрегата. Дефектовка. Подбор всех необходимых комплектующих. Развесовка шатунно-поршневой группы с точностью до 0,5г. Правка, восстановление геометрии коленвала, шлифовка-полировка шеек коленвала, динамическая балансировка коленчатого вала в сборе с маховиком и корзиной сцепления. Расточка блока. Плосковершинное хонингование. Ремонт головки блока. Сборка двигателя, установка, регулировка.
Невысокая цена на услугу ремонта двигателя, казалось бы, неплохо для клиента. Откуда она берется на некоторых автосервисах? Работа часто удешевляется за счет невысокой заработанной платы автомеханика (читай – его низкой квалификации).
Технология ремонта двигателя упрощается, из нее выбрасываются «ненужные» операции. Возьмем, к примеру, обработку блока цилиндров. Общепринятой технологией сегодня является плосковершинное хонингование цилиндров: на поверхности вначале создается сеть рисок определенной шероховатости, а затем их вершины сглаживаются специальной, финишной операцией. В некоторых мастерских по ремонту двигателя, хонингование выполняют по упрощенной технологии, без придания поверхности цилиндров необходимого профиля.
Аналогичная ситуация и с коленчатыми валами. Много Вы видели мастерских, где шейки коленвалов полируют после шлифовки? Обычно шлифовкой и ограничиваются. А это идет в разрез с общепринятыми в мировой практике технологиями ремонта коленчатого вала. Полировка (казалось бы, «лишняя» операция) заметно повышает ресурс шеек коленвала и вкладышей. Можно встретить и несоосность поверхностей шеек после шлифования кривых коленвалов, ведь править дорого, «лишняя» технологическая операция при ремонте двигателя, «лишнее» время и деньги, а ремонт двигателя клиент просил сделать быстро и недорого.
Оборудование в отдельных автосервисах морально устарело, что напрямую сказывается на качестве ремонта двигателя. Лакмусовой бумажкой, позволяющей отличить моториста профессионала от дилетанта, является его отношение к контрольно-измерительным приборам в частности при дефектовке и сборке. Для нас не стоит вопрос, нужно ли тратить «лишнее» время на контрольные замеры или ими можно пренебречь при ремонте двигателя. Контрольно-измерительные операции действительно отнимают зачастую значительно больше времени, чем сам процесс сборки. Но это необходимая плата за то, чтобы отремонтированный двигатель служил надежно и долго.
Пару слов об использовании некачественных автозапчастей при ремонте двигателя. Если для иномарок встретить брак автозапчастей сравнительно трудно, то для двигателей отечественных ВАЗ – это частая практика. Кривые вкладыши, направляющие втулки клапанов из «сырой» стали, текущие сальники, «левые» поршни, некачественные кольца, деформированные шатуны, бракованные прокладки. Как ни странно, не менее грустная картина наблюдается с импортными автозапчастями для ремонта двигателей. Многие известные иностранные производители для снижения цены на автозапчасти, чтобы сделать их конкурентноспособными с отечественными, упрощают технологию производства, удешевляя материалы. Так что теперь «кривые» клапаны, поршневые кольца, которые развалятся через 10тыс. км, или маслосъемные колпачки, которые через 1тыс. км разбухнут и перестанут держать масло, можно купить даже у дилеров мировых производителей. На заводскую сборку моторов поступают автозапчасти заметно лучше тех, что идут как автозапчасти на розничный рынок.
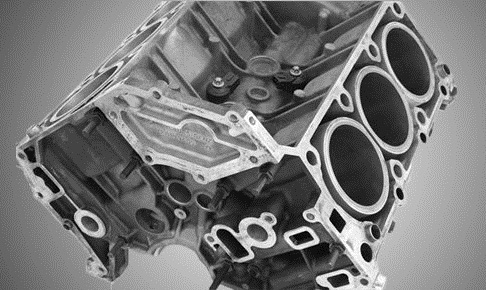
Шатуны, к примеру, купленные на рынке могут иметь значительный разброс по массе и запредельные отклонения размеров. Дефекты, правда, возможны и у деталей, установленных в двигатель с рождения. Например у блока цилиндров может быть нарушено взаимное расположение поверхностей (непараллельность, неперпендикулярность), а диаметр постелей может выходить за допуски. Как ни странно, отечественное производство блоков цилиндров, в отличие от иностранного, часто идет в разрез с общепринятыми технологиями во всем мире. Например, не все блоки проходят операцию старения. Если же указанной операцией пренебречь, то при работе двигателя блок «поведет». Он деформируется, у блока изменится геометрия постелей, появится несоосность, некруглость, изменится геометрия цилиндров, упадет компрессия. Кроме того блоки вообще могут быть «кривыми» от рождения. К сожалению, в практике ремонта двигателя, традиционным стал ремонт поверхности цилиндров на вертикально-хонинговальных станках без предварительного растачивания.
Пропуск операции растачивания подходит только для идеальных блоков цилиндров, к которым отечественные не относятся, поскольку нередко оси цилиндров неперпендикулярны поверхностям постелей коленвала. И уже без растачивания цилиндров не обойтись. Только делать его обычным способом (с выверкой по верхней плоскости) нельзя. Указанную операцию выполняют по спецтехнологии, выверяя положения блока на расточном станке «по линейке», установленной в постели коленвала. Итак, моторист, измерив нутромером с индикатором геометрию цилиндров установил, что износ незначительный и расточка блока в первый ремонт не нужна. Он предлагает для быстроты и снижения стоимости ремонта двигателя сделать хонинговку блока без предварительной расточки. Давайте посмотрим, что происходит при «прямом» хонинговании цилиндров. Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхности, убирая элипсность и конусность цилиндра. Цилиндр становится геометрически правильным. А где же «база» – поверхность, относительно которой обрабатывается цилиндр? Быть может это нижняя или верхняя плоскость блока? Или постели подшипников? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры. К сожалению, нет. Базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим – изношенного. И чем больше неравномерный износ, тем сильнее будет перекошена ось якобы отремонтированного цилиндра. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправление геометрии блока, каким он был «кривым», таким и остался.
В нашей практике при ремонте двигателя даже на новом блоке, мы перед хонингованием растачиваем цилиндры в первый ремонт, обязательно с выверкой положения на расточном станке. Это гарантирует, что все цилиндры будут параллельны друг другу и одновременно перпендикулярны базе – плоскости (верхней или нижней), или, что лучше для отечественных блоков, постелям коленвалов. Только так можно гарантировать высокое качество ремонта двигателя и ресурс двигателя не меньше, а зачастую и больше, чем у нового мотора. И если просчитать цену подобного ремонта двигателя, то она окажется соизмеримой с ценой нового двигателя (вот только еще раз напомним, что новый двигатель при этом может быть «мёртворождённым»). Потому как сделать ремонт двигателя хорошо – это не дёшево и не быстро.
Механики весьма посредственной квалификации легко справляются с полным капитальным ремонтом двигателя за 1-3 дня. За такое время продефектовать, промыть как следует все детали двигателя, расточить и отхонинговать блок, сделать станочные операции по ГБЦ, проверить коленвал на биение, отшлифовать, отполировать, отбалансировать коленвал, собрать двигатель, с соответствующими проверками (часто, к примеру, возникает необходимость в опрессовке ГБЦ – проверке на герметичность под давлением 2-3 бар), измерив все, что нужно, весьма проблематично, даже если работают несколько человек. А ведь нужно еще поставить силовой агрегат и отрегулировать его на автомобиле.
Сборка двигателя – операция очень важная при ремонте двигателя. Как ни странно, хорошо отремонтированные моторы часто повреждаются обычной грязью. Детали плохо моют? Или собирают в песке? После всех операций нужно обязательно убедиться, что блок чистый, а на поверхности цилиндров не осталось грязи и абразивных частиц. Последние особенно опасны, плохо промытый после хонингования блок цилиндров не пройдет и трети своего ресурса. Абразив, попавший в отверстие направляющей втулки ГБЦ, способен быстро «слизать» со стержня клапана даже самое твердое, хромовое покрытие. Абразивный износ вкладышей – тоже весьма распространенная причина повреждения двигателя. Эффективные способы мойки цилиндров – ультразвук, керосин, масло, содовые растворы, специальные моющие средства. Бензин применять бесполезно, абразив он не удаляет. Закончить можно историей: «Я не просил форсировать двигатель!» – заявил нам клиент после пробной поездки на своей ВАЗ 21214, двигатель которой только что отремонтировали. Никакой форсировки не было и в помине, просто педантично и не спеша соблюдена технология ремонта двигателя. Ремонт двигателя – дело тонкое.
Источник: www.drive2.ru
Ищите где расточить или загильзовать двигатель?
Ремонт блока цилиндров двигателя может включать в себя как одну, так и несколько технологических операций. Основные виды ремонта блока цилиндров: мойка блока, расточка / хонингование блока цилиндров, гильзовка , шлифовка , ремонт постели коленвала, сварка блока цилиндров,изготовление вкладышей.
Всё это можно сделать у нас +7 (962) 838-13-78 звоните!
Далее немного подробнее рассмотрим каждую из них.
Расточка и хонингование блока цилиндров
 В процессе эксплуатации блока больше всего подвержены износу стенки цилиндров. Расточка блока цилиндров применяется для восстановления размеров цилиндра предусмотренных заводом изготовителем. Перед расточкой каждый блок обязательно промеряется для определения необходимых размеров поршневой группы. Для наиболее точного попадания в тепловой зазор блок цилиндров растачивается относительно поршня. После расточки все блоки обязательно хонингуются — на зеркало цилиндра наносится мелкоструктурная сетка, необходимая для удержания масляной пленки.
В процессе эксплуатации блока больше всего подвержены износу стенки цилиндров. Расточка блока цилиндров применяется для восстановления размеров цилиндра предусмотренных заводом изготовителем. Перед расточкой каждый блок обязательно промеряется для определения необходимых размеров поршневой группы. Для наиболее точного попадания в тепловой зазор блок цилиндров растачивается относительно поршня. После расточки все блоки обязательно хонингуются — на зеркало цилиндра наносится мелкоструктурная сетка, необходимая для удержания масляной пленки.  Хонинговка блока цилиндров выполняется специальным хоном. Наличие такой пленки на стенках цилиндра в разы увеличивает ресурс работы блока цилиндров. Наша мастерская может расточить блок цилиндров в течении одного дня! Расточка блока цилиндров 3 часа, при наличии необходимой поршневой группы!
Хонинговка блока цилиндров выполняется специальным хоном. Наличие такой пленки на стенках цилиндра в разы увеличивает ресурс работы блока цилиндров. Наша мастерская может расточить блок цилиндров в течении одного дня! Расточка блока цилиндров 3 часа, при наличии необходимой поршневой группы!
Гильзовка блока цилиндров
 Когда невозможно восстановить блок путем расточки цилиндров, необходимо загильзовать блок цилиндров под номинальный размер поршневой группы. Суть данной операции заключается в расточке блока под ремонтную гильзу и ее установке. Далее гильза растачивается под необходимый размер поршня. Мы перегильзовываем все типы чугунных и алюминиевых блоков цилиндров даже такие блоки как Субару . При необходимости можно заменить одну гильзу и расточить ее под необходимый размер. В нашей мастерской гильзовка двигателя выполняется в кротчайшие сроки.
Когда невозможно восстановить блок путем расточки цилиндров, необходимо загильзовать блок цилиндров под номинальный размер поршневой группы. Суть данной операции заключается в расточке блока под ремонтную гильзу и ее установке. Далее гильза растачивается под необходимый размер поршня. Мы перегильзовываем все типы чугунных и алюминиевых блоков цилиндров даже такие блоки как Субару . При необходимости можно заменить одну гильзу и расточить ее под необходимый размер. В нашей мастерской гильзовка двигателя выполняется в кротчайшие сроки.
Шлифовка головки блока цилиндров
При сильном перегреве двигателя происходит деформация головки блока, а в ряде случаев и самого блока цилиндров. Для выравнивая привалочной плоскости ГБЦ применяется шлифовка блока цилиндров и самой головки.В случаях сильного перегрева двигателя велика вероятность просекания прокладки ГБЦ выхлопными газами и попаданием антифриза в масляный поддон,так же при капитальном ремонте двигателя шлифовка головки цилиндров просто необходима.
Иногда требуется заменить гильзы в чугунном блоке или загильзовать алюминиевый блок двигателя – Вы попали по адресу,звоните !
Источник: www.diskservis.ru
Стоимость шлифовки колен. вала, ГБЦ, ремонта блоков цилиндров
Прайс-лист от 05.10.2015
| Шлифовка ГБЦ | ||
|---|---|---|
| Наименование | Цена руб. | Примечание |
| Иномарка (алюминий) 4 цилиндра | 1800 | Легковые |
| Иномарка (алюминий) 5 цилиндра | 2200 | Легковые |
| Иномарка (алюминий) 6 цилиндра | 2500 | Легковые |
| Иномарка (алюминий) конусные | 2500 | Легковые |
| Иномарка (чугун, форкамеры) | 2500 | Легковые |
| Иномарка (чугун, форкамеры) | 3000 | Грузовые |
| Ваз-01-083/2112 | 1200 | |
| Газ-402/406 | 1500 | |
| Уаз | 1500 | |
| Д240, Д243, Д245, Д65 | 2000 | |
| ДВ 1600, ДВ 1700 | 2000 | |
| Д160/180 | 3500 | |
| ЯМЗ 236 | 2500 | |
| ЯМЗ 238 | 3000 | |
| ЗиЛ , ЗМЗ | 2000 | |
| Ремонт блоков цилиндров | ||
|---|---|---|
| Наименование | Цена руб. за цилиндр | Примечание |
| Расточка+хонингование блока цилиндров | 1000 | Иномарки |
| Гильзовка чугунного блока цилиндров | 2500 | Иномарки |
| Гильзовка чугунного блока цилиндров V-образных | 3000 | Иномарки |
| Гильзовка алюминиевого блока цилиндров | 3200 | Иномарки |
| Гильзовка алюминиевого блока цилиндров V-образных | 4000 | Иномарки |
| Ваз-01-083/2112 Расточка+хонингование блока циилндров | 2000 | |
| Ваз-01-083/2112 Расточка+хонингование блока циилндров | 3800 | |
| Газ-402/406 Расточка+хонингование блока циилндров | 2800 | |
| Газ-406 Гильзовка чугунного блока цилиндров | 4800 | |
| Уаз | 3000 | |
| Гильзовка грузовых до 85мм | 3000 | |
| Гильзовка грузовых от 85-100мм | 3500 | |
| Гильзовка грузовых от 100мм– | 4000 | |
| Шлифовка плоскости газового стыка | от 2000 | |
| Шлифовка колен.вала легковые автомобили | ||
|---|---|---|
| Наименование | Цена руб. | Примечание |
| Шлифовка 4 цил. | 3000 | Иномарки |
| Шлифовка 5-6 цил. | 3800 | Иномарки |
| Шлифовка 8 цил. | 4200 | Иномарки |
| Шлифовка коленвала с узкими шейками (галтелей) | 20% | Иномарки |
| Шлифовка только шатунных или коренных шеек | -40% | Иномарки |
| Ваз-01-083/2112 | 1200 | |
| Газ-402/406 | 1500 | |
| Уаз | 1500 | |
| Шлифовка колен.вала грузовые автомобили, тракторы | ||
|---|---|---|
| Наименование | Цена руб. | Примечание |
| ГАЗ 52 | 2500 | |
| Газ 53 | 3000 | |
| ЯМЗ-238 | 4800 | |
| Трактор МТЗ Д 240-245, Бычок | 3600 | |
| Трактор Д 260 | 5700 | |
| ЗИЛ 130 | 3000 | |
| Трактор Д160, А01 и другие крупногабаритные | 9500 | |
| КАМАЗ,ЯМЗ-236,ЗИЛ-дизель, А41, Д65, СМД | 4200 | |
| ДВ 1600 | 3000 | |
| ДВ 1700 | 3000 | |
| Д 21, Д120 | 2000 | |
| Д 144 | 3000 | |
| ПД 23 | 2500 | |
| Иномарка (со шлифовкой галтелей) 4 цилиндра | 7000 | |
| Иномарка(со шлифовкой галтелей) 6 цилиндров | 12000 | |
| Иномарка(со шлифовкой галтелей) 8 цилиндров | 15000 | |
| Иномарка (длина вала свыше 1200 мм) | 19000 | |
| Иномарка (длина вала свыше 1600 мм) | 23000 | |
| Шлифовка только шатунных или коренных шеек | -40% | |
| Полировка колен.вала | ||
|---|---|---|
| Наименование | Цена руб. | Примечание |
| Отечественные (за шейку) | 50 | Легковые |
| Иномарки (за шейку) | 60 | Легковые |
| Отечественные (за шейку) | 100 | Грузовые |
| Иномарка (за шейку) | 120 | Грузовые |
| Рихтовка колен.вала | ||
|---|---|---|
| Наименование | Цена руб. | Примечание |
| Отечественные | 300 | Легковые |
| Иномарка прогиб до 0,4мм | 700 | Легковые |
| Иномарка прогиб более 0,4 мм (без гарантии) | 1500 | Легковые |
| КАМАЗ прогиб до 0,6мм | 2500 | Грузовые |
| КАМАЗ прогиб более 0,6мм (без гарантии) | 3500 | Грузовые |
| Диагностика колен.вала без последующего ремонта | 600 | 4-х цилиндровые и меньше |
| Диагностика колен.вала без последующего ремонта | 900 | свыше 4 цилиндров |
| Очистка колен.вала | 1140 | 4-х цилиндровые и меньше |
| Очистка колен.вала | 1980 | свыше 4 цилиндров |
В преддверии Международного женского дня 8 Марта мы специально вспомнили советские плакаты 1930-1940 годов! Компания РЕМЭКС поздравляет россиянок с Международным женским днем и, от лица мужской половины человечества, хочет сказать следующее.
Новый год в столице начался с роскошных снегопадов. Но белоснежная целина и огромные сугробы радуют лишь любителей эстетики, а вот снегоуборочным службам приходится туго.
Источник: remextr.ru
(495) 796-58-31
Добро пожаловать!
ООО «Авто-Резерв» производит высокоточную:
Расточку, хонингование, и гильзовку блоков цилиндров отечественных и импортных автомобилей, а также спецтехники.
Шлифовку коленчатых валов, головок блока цилиндров.
Имеется большой спектр дополнительных услуг
Все детали принимаются в разобранном виде и чистые.
Доступные цены, высокое качество и минимальные сроки выполнения работ обеспечиваются нашей компанией на протяжении 10-ти лет успешной деятельности.
Оборудование, на котором производятся работы, обеспечивается техническим обслуживанием специалистами заводов-изготовителей, что неизменно является залогом высокого качества обработки деталей. Работают на данном оборудовании мастера высокой квалификации с большим опытом.
Имеется возможность организации доставки деталей курьером от клиента к месту обработки и обратно.
Имеются все размеры для шлифовки коленчатых валов двигателей отечественного и импортного производства!
Имеется два цеха обработки деталей:
Москва, поселок Рублево, ПАСК «Луки», 1 км от МКАД. Удобно подъезжать как с Рублевского шоссе, так и с Проспекта Маршала Жукова, через новый тоннель.
Московская область, Красногорский район, поселок Нахабино, улица Советская, дом 22 «А».
Хонингование — (англ. honing, от hone — хонинговать, буквально — точить), отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения. Применяется также Х. закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка, находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Х. является заключительной (финишной) операцией, производится после растачивания, протягивания, развёртывания, шлифования и позволяет получать точность обработки до 1-го класса и шероховатость поверхности до 13-го класса.
Гильзование двигателя имеет ряд преимуществ, перед обычным растачиванием. Как известно, в процессе работы цилиндры изнашиваются, принимают бочкообразную форму, что существенно влияет на работоспособность и экономичность двигателя. Невозможно вечно растачивать блок цилиндров. В конце-концов, бывает, что все ремонтные размеры уже пройдены и нет смысла растачивать двигатель дальше, поскольку поршней необходимого диаметра просто нет в природе.
При гильзовании блок цилиндров растачивается один раз, под размер вставляемых гильз. При работе гильзованного двигателя, сам блок цилиндров не изнашивается. Изнашиваются гильзы, которые выполняют роль цилиндров. Но изношенные гильзы всегда можно поменять и сделать это гораздо проще, чем вновь растачивать цилиндры.
Следует помнить и о том, что блок цилиндров является номерным агрегатом. В случае если блок цилиндров пришел в негодность, и подлежит замене, то придется оформлять замену двигателя документально и заниматься не только его ремонтом, но и бумажной волокитой.
Расточка блока цилиндров подразумевает обработку внутренней поверхности цилиндров, для придания им идеальной цилиндрической формы, которая нарушается по мере износа двигателя. При расточки цилиндров снимается слой металла в тех местах, где выявлен более узкий диаметр или неровность, зазубрины, задиры и т.д. Расточка блока цилиндров является первичной процедурой, после которой необходимо выполнить хонингование или хонинговку блока цилиндров.
Источник: klinanet.ru
Шлифовка коленвала и расточка блоков
Рано или поздно двигатель внутреннего сгорания доходит до такой стадии своей жизни, что ему необходим капитальный ремонт. Автомобиль резко теряет мощность, выхлопные газы становятся смолистыми. Обычно при этом полностью разбирают ДВС, после чего делается расточка коленвала, чаще одновременно с расточкой блока.
Вообще говоря, при правильной эксплуатации нормальный автомобиль должен отходить до «капиталки» более 100 тыс. к., однако, стиль управления или условия эксплуатации вносят свои коррективы. К тому же, качество деталей для сборки автомобилей, поставляемых предприятиями, особенно в нынешнее время часто ниже требуемого уровня.
Следовательно, расточка коленвала необходима, когда:
- двигатель потерял мощность, выработал ресурс, разобран, а осмотр плюс замеры показывают чрезмерный износ шатунных и коренных элементов коленчатого вала;
- несвоевременное обслуживание двигателя, использование плохого масла также привели к запредельному износу звеньев коленчатого вала;
- двигатель заклинил из-за недостатка масла, либо перегрева, связанного с другими неполадками, при этом, например, «прокрутило» вкладыши, ведь на шейках коленчатой детали используются эти вкладные элементы.
Здесь необходимо сразу сделать одно важное замечание: расточку изношенного коленвала сделать самостоятельно можно только при исключительном условии – необходимы специализированное оборудование, а также профессиональный опыт токарно-шлифовальных работ.
Вообще же наиболее типичный случай – это когда автолюбитель сам разбирает двигатель, делает замеры, а потом отдает столь важную деталь профессиональному станочнику. Каков же процесс обработки ключевого вала мотора, рассмотрим далее.
Как сделать операцию
Первоначально разберем в общих чертах, как осуществляется расточка, данный процесс можно также изучить по видео. Для работ берем:
- ключи гаечные;
- головки с воротком;
- молоток;
- оправка;
- измерительный инструмент;
- лебедка;
- станок.
Также посмотрите на ремонт вариатора Ниссан Кашкая и ремонт передней подвески Нивы.

Приступаем к манипуляциям.
- Сливаем масло, ОЖ, извлекаем все навесное оборудование, а также демонтируем узлы сцепления, КПП плюс маховик.
- Производим демонтаж двигателя внутреннего сгорания с помощью лебедки.
- Укладываем поршневой агрегат на бок, откручиваем крепления, после чего извлекаем поддон картера.
- Затем откручиваем гайки крышек шатунных элементов, снимаем эти крышки с двигателя.
- Демонтировав коренные подшипники, извлекаем коленчатый вал.
- Достаем вкладыши с крышек, а также с шатунов.
- Теперь делаем замеры относительно изношенности каждого звена демонтированной оси. Коренные и шатунные шейки изначально имеют паспортную величину диаметра. Если она выходит из допуска, профессиональный токарь решает, до какого ремонтного размера будут обрабатываться эти шейки. В зависимости от этого будет подбираться комплект обязательных вкладышей – своего рода подшипников. Например, у двигателей ВАЗ существует таблица для расточки коленвала, ее значения соответствуют четырем ремонтным комплектам вкладышей. Между этими комплектами существует шаг размера толщины – 0,25 мм.
- Приступаем к механической обработке на специальном станке. Станок для расточки коленвала используется кругло-шлифовальный, его цена соизмерима со стоимостью самого автомобиля. Никакой другой станок не подходит. Ведь это очень ответственная деталь, так что даже найти ее центр не так-то просто. Помимо указанного оборудования нужна соответствующая квалификация токаря. Обычно такая шлифовка коленвала осуществляется в комплексе с расточкой блока двигателя, которому так же подбирают новые поршни, кольца плюс пальцы.
- Устанавливаем новые вкладыши обработанных коренных и шатунных шеек, наносим смазку, прикручиваем крышки.
- На окончательном этапе осуществляется сборочный процесс, а затем установка двигателя на автомобиль.
Надо сказать, что этот очень ответственный процесс стоит довольно дорого, однако, цена самого коленчатого элемента в разы выше.

Что делать с Фордом
Теперь обсудим операцию на примере конкретного автомобиля. Для такой работы на Форд Фокус понадобятся:
- кругло-шлифовальный станок;
- ключи, головки, удлинители, воротки, отвертки – должно быть всего по максимуму;
- фотоаппарат обязателен для съемок узлов перед разборкой – это позволит сэкономить кучу времени!
Технология напоминает уже описанный процесс. Это не мудрено, ведь компоновка всех двигателей внутреннего сгорания у современных легковых автомобилей одинакова. То есть расположение описываемой детали всегда внизу.
- Вывешиваем передок автомобиля, убираем передние колеса, снимаем все, что будет мешать демонтажу агрегата, в том числе облицовку радиатора.
- Над двигателем убираем все провода, отсоединяем бензиновую рампу, демонтируем воздушный фильтр, аккумулятор, головку блока.
- Снимаем впускной коллектор, КПП, отсоединяем выпуск, остальные узлы.
- Двигатель открепляем от подушек, извлекаем с помощью лебедки через верх, после чего удобно устанавливаем его на ровную поверхность.
- Открутив крепления, снимаем с поршневого агрегата поддон картера.
- Открутив крышки коренных, а также шатунных элементов, демонтируем нашу деталь.
- После замеров микрометрическими инструментами её шейки подвергаем обработке на специальном станке. Допуски расточки коленвала у Форд Фокус аналогичны ВАЗовским, то есть составляют 0,25 мм.
- После этого подбираем ремонтные вкладыши.
- Сборка и монтаж производятся по обратному пути.
Вот, собственно, и все. Только здесь обязательно нужно еще произвести разборку поршневой группы и, скорее всего, обработку цилиндров. Все это обычно делается в комплексе.

Если нужна обработка самого блока, то и главную ось агрегата шлифовать придется – ведь на неё приходятся гигантские нагрузки по мере эксплуатации автомобиля. Ведь это именно она преобразовывает возвратно-поступательное движение поршней во вращение!
Цена шлифовки детали
На заключительном этапе поговорим о том, какие на расточку коленвала существуют цены. Здесь действует одно резонное правило. Если знать, сколько стоит расточка дефектного коленвала в столицах, то можно быть уверенным, что в регионах больше этого не возьмут.
Скажем, расточка именно в Москве обойдется примерно по цене 1300 руб. А работу в Северной столице, в СПб, обойдется по средней цене 1250 руб.

Стоимость по этим городам и по регионам без снятия и разборки двигателя у ВАЗ указана в таблице.
| Город | Стоимость |
| Москва | 1300 руб. |
| С-Петербург | 1250 руб. |
| Екатеринбург | 1200 руб. |
| Самара | 1000 руб. |
| Новосибирск | 1200 руб. |
Кстати, шлифовка коленвала и расточка блоков в Челябинске стоят примерно так же, как в Екатеринбурге. А шлифовка коленвала и расточка блока в Нижнем Новгороде обойдутся чуть дешевле, чем в Москве. А расточка в городе Николаеве близка по цене к производству той же операции в Самаре.
Вообще же вся приведенная в статье информация должна помочь определиться, по какому пути пойти при капитальном ремонте поршневого агрегата – самому ли все разбирать, кому доверить обработку детали, короче говоря, как быть в тех или иных ситуациях.
Источник: daciaclubmd.ru