Как правильно варить тонкий металл полуавтоматом
Сообщества › Сделай Сам › Блог › Территория сварки — сварка тонкого металла

особенности сварки тонкого металла, и как заварить прожег
Смотрите также
Метки: сварка тонких листов, сварка, полуавтомат
Комментарии 69

Встык варили тонкие листы полуавтоматом (подкладывали графитовые пластины у тройлебусников брали), это так, для общего развития Сварщика))
Можно еще медную подкладку использовать . Или если в нижнем положении — флюсовую подушку
медь приваривается иногда(

интересно и познавательно! Ждем следующих роликов. Думаю многим интересно будет узнать о проволках и их особенностях

Буду ждать с нетерпением следующий видеоролик!
В этом ролике показано то, что я понял на практике в первый день испытания своего новенького полуавтомата.
Перед покупкой много видео пересмотрел но, на практике сразу становится ясно без всяких видеороликов.
Изначально для меня была проблема с флюсовой проволкой (знакомый посоветовал), потом приобрел баллон с Аргон+углекислота и все пошло ка по маслу))))
Очень хотелось бы увидеть ролик о разных проволках (какая фирма лучше, какой диаметр подбирать а также о газе (какой для чего и чем он лучше).

УВАЖАЕМЫЙ АЛЕКСАНДР.Огромное спасибо Вам за очередной расказ.И не слушейте пожалуйста дерьмометов.Есть очень много людей, которые с огромным удовольствием смотрят Ваши уроки.Для многих это огромное подспорье, а коменты помогут .

А чего же тогда его в сообществе Сварной не видно?

Что-то я в машине такого толстого металла не видел

Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с “силой тока”, но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
гаражные новечки варят бытовыми сварочными аппаратами, и на некоторых вообще значения силы тока регулируется ступенями . о каких точных значениях может идти речь — когда в сет сегодня 200 вольт а завтра 170 .
Аппарат, на котором не регулируются выходные параметры — это не СА, а дерьмо, простите за выражение. А уважающий себя человек не должен пользоваться дерьмовым инструментом
если б все наши мастера — пользовались тем что хочется — то наверное б и жилось лучше . тогда и напряжение в сети должно быть и не 165 а 220 . как нибудь покажу как варит трансформаторный аппарат для РДЗ, который намотал мне дедушка, где ток регулируется вообще нихромовой спиралью .
Ну зачем же обижаться? Я тоже начинал с трансформатора, потом был ПДГ нашенский. Сейчас имею ростовчанина Контур 180-ый. Если их сравнивать (пдг и контур), то варить можно и тем и тем, а вот ХОРОШО варить — только последним 🙂 Он и дугу держит, и выход мощнее даёт, и напряжение ему побоку (на 21 вольте спокойно варит при 170-180 в сети). Да, он стоит денег. бОльших, по сравнению с пдг, но оно стОит того. Тем более, если речь идёт о работе “для кого-то”, а не только “турничок раз в год для себя сварить”
Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с “силой тока”, но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
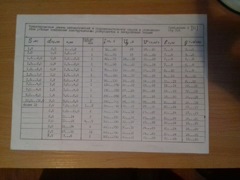
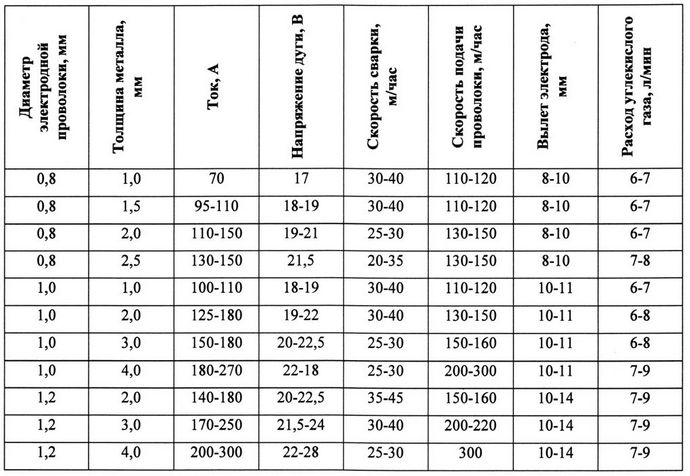
вот пожалуйста вам режимы
Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с “силой тока”, но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
Открою Вам и всем остальным небольшой секрет. В полуавтоматической сварке существует две, подчеркиваю две регулировки: это вольтаж или напряжение, и регулировка скорости подачи проволоки т.е. по-другому все обзывают током. Что для чего предназначено я эмпирическим путём для себя сформулировал так. Регулируя напряжение задаём ширину шва. Регулируем ток или скорость подачи тем самым воздействуем на глубину провара. В последнее время в инверторные п. автоматы стали добавлять регулировку жёсткости дуги, но как я не экспериментировал в том числе изучал различные источники, в итоге четкого определения так и не нашёл. По большому счёту забил на неё. Вообще п. автоматическая сварка проста как кирзовый сапог. Если человек не смог освоить даже её, то думаю остальные способы и методы сварки не для него.
А про данные ролики думаю чел просто нарабатывает себе подписчиков на своем канале. Можно так растянуть данную тему что на полгода хватит, но это бредт. И ещё почему его не видно в профильном сообществе Сварной, думаю там его не раз бы «поправили».
Источник: www.drive2.ru
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.

Сварка полуавтоматом
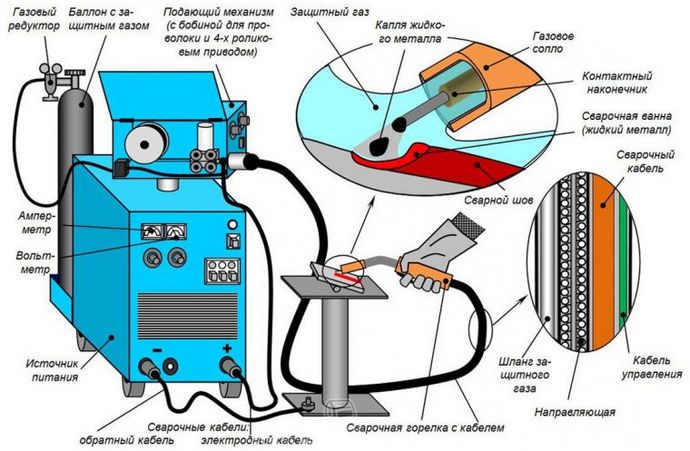
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Источник: svarkalegko.com
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
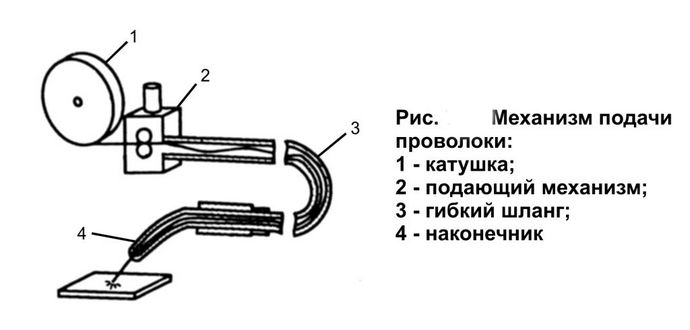
- механизма подачи проволоки.
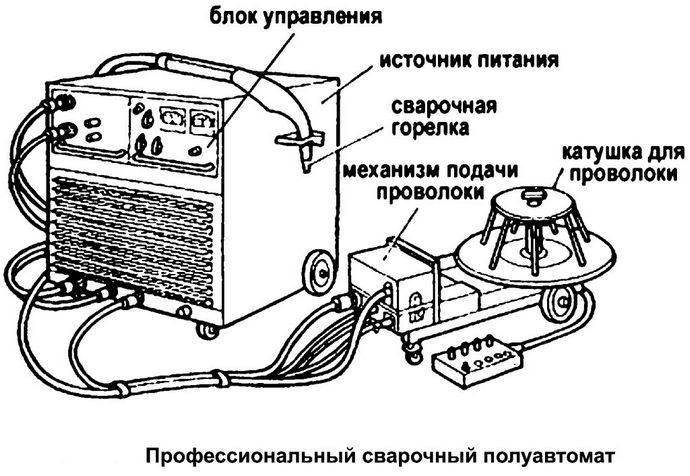
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
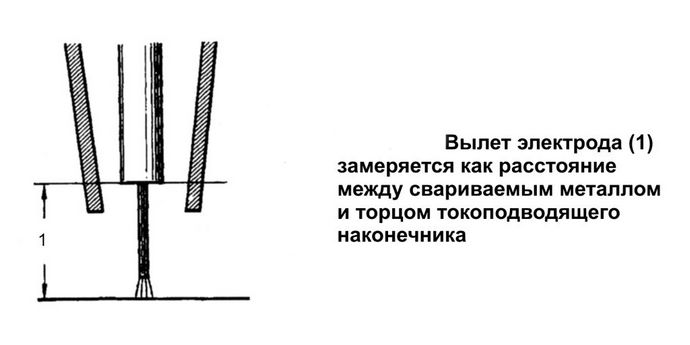
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Источник: plavitmetall.ru
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Источник: plavitmetall.ru
Технология и способы работы с тонким металлом сварочным полуавтоматом
 Сварка тонкого металла полуавтоматом – ответственный процесс, который требует от исполнителя полной отдачи и внимания к деталям.
Сварка тонкого металла полуавтоматом – ответственный процесс, который требует от исполнителя полной отдачи и внимания к деталям.
Несмотря на то, что с помощью данного оборудования можно соединять детали различной толщины, особую популярность полуавтомат получил благодаря качественному шву при сварке тонких деталей.
Что такое: виды
Квалифицированный сварщик обязан знать, чем отличаются автоматы от полуавтоматов. Автоматический процесс контролируется оператором, который задает рабочие параметры. При этом весь процесс соединения выполняется без непосредственного вмешательства человека. Полуавтоматическая сварка характеризуется механизированной подачей присадочного материала, роль которой выполняет проволока, а направление движение дуги контролирует сварщик, обладающий необходимыми навыками.
Аппарат для выполнения полуавтоматической сварки состоит из двух основных элементов:
- Сварочный выпрямитель. Источник энергии. При отсутствии механизма для подачи проволоки им можно воспользоваться для сварки в режиме ММА. Существует множество моделей, тип и мощность которых зависит от их назначения. Промышленные сварочные полуавтоматы работают от сети с напряжением 380 Вольт, тогда как агрегаты домашнего типа имеют одно- или двухфазный характер исполнения, работающий с домашней сетью 220 В.
- Механизм подачи проволоки. Отвечает за скорость подачи электродной проволоки. Существует два варианта исполнения. В первом случае данный узел и выпрямитель представляют единый агрегат в одном корпусе. Во втором случае механизм подачи представляет собой отдельное устройство, работающее в тандеме с выпрямителем.
Роль рабочего инструмента выполняет сварочная горелка, которую необходимо держать в руках при выполнении соединения. Как правило, она оснащена лишь кнопкой запуска. Все рабочие параметры выставляют заблаговременно.
Функции полуавтомата будут полезны как дома, так для гаражных работ или на даче. Благодаря универсальности он одинаково хорошо справится как с ремонтом электрического чайника или другого электроприбора, так и монтажом тяжелых гаражных ворот. Опытные специалисты знают, что качество сварки толстого металла полуавтоматом гораздо выше чем к аппарата инверторного типа.
Техника сварки
Перед тем как решить, какой полуавтомат выбрать, необходимо ознакомиться с основными режимами выполнения работ.
В среде защитного газа
Классическая электродная проволока не имеет защитного покрытия, поэтому для защиты зоны расплава от контакта с кислородом, содержащимся в атмосферном воздухе, используют технические инертные газы. Наиболее употребительными являются:
Для работы с тонкими металлическими элементами специалисты рекомендуют использовать импульсный сварочный полуавтомат, который характеризуется точечным воздействием на поверхность. Такой режим препятствует деформации металла за счет незначительного температурного воздействия.
На качество результата влияет грамотный подбор проволоки. Ответственные производители указывают перечень металлов и сплавов, с которыми совместима их продукция. Существуют расходные материалы универсального назначения, однако их не рекомендуют использовать при ответственных работах, по причине более низкого качества, по сравнению с проволокой выборочного действия.
Алюминия
Алюминий – металл, требующий особого подхода. Это связано с наличие тонкой оксидной пленки на его поверхности, которая обеспечивает защиту от дальнейшего окисления. При этом температура плавления оксида в три раза выше, чем у чистого металла. Поэтому необходимо знать, как настроить полуавтомат для сварки с данным металлом. В качестве защитного газа предпочитают использовать аргон.
Существует несколько особенностей рабочего цикла:
- Работы ведутся током обратной полярности, что обеспечивает постепенное плавление свариваемой детали.
- Некоторые сварщики предпочитают произвести предварительную подготовку поверхности, которая включает в себя удаление оксидной пленки с целью облегчить дальнейшие работы.
- Ввиду низкой температуры плавления и высокой текучести необходимо использовать подложки, во избежание утечек расплавленного металла.
С проволокой
Информация в данном разделе будет особенно полезна тем, кто задается вопросом «Как научиться варить полуавтоматами с нуля?».
Электродная проволока бывает двух типов:
- Обычная. Изготавливается из определенного вида металла с добавлением элементов, улучшающих качество соединения. Поскольку проволока не имеет флюсового покрытия, для защиты сварочной области используют защитный газ. Его преимущество заключается в низкой стоимости и возможности соединения даже очень тонких элементов. К недостаткам относят зависимость от погодных условий – при сильном ветре поток будет сбиваться и плохо справляться со своими функциями.
- Порошковая. Особенностью данного материала является наличие порошкового флюса, который находится внутри проволоки. Под действием температуры флюс расплавляется, образуя облако испарений, защищающее горячий металл. В этом случае необходимость в защитном газе отсутствует. Данный тип проволоки имеет большую стоимость, по сравнению с обычной. Кроме того, ею нельзя варить тонкие детали, ввиду высокой вероятности образования горячих трещин.
Основные и вспомогательные материалы
К основным сварочным материалам относят электродную проволоку, которая отличается по типу металла и диаметру сечения. Важно, чтобы материал изготовления соответствовал базовой поверхности заготовки – это гарантия качества будущего соединения.
К вспомогательным расходным материалам относят сварочные газы, перечень которых был указан выше, а также сварочный флюс, применяемый для работы с тугоплавкими элементами.
Правила при проведении работ
Полуавтоматы – это сложные устройства, которые требуют аккуратности в обращении. Мы не рекомендуем заниматься самостоятельным обучением работы с данным оборудованием, ввиду риска упустить некоторые базовые моменты. В специализированных центрах в кратчайшие сроки способные дать основные знания обо всех требованиях государственных стандартах, которые предъявляются к данному типу работ.
Особенности подготовительных процедур и основы техники безопасности будут рассмотрены ниже.
Подготовка поверхности
Перечень выполняемых работ в качестве подготовки к сварке зависит от типа металла и технологии соединения. Например, при сварке встык зона контакта требует дополнительной доработки, в виде подготовки кромок.
Общие рекомендации по подготовки заключаются в очистки поверхности от всех посторонних элементов, включая краску и ржавчину, с последующим обезжириванием поверхности.
Меры безопасности
Требования к средствам индивидуальной защиты сварщика не отличаются от прочих технологий сварочных работ: органы зрения и дыхания должны быть надежно защищены, а верхняя одежда изготовлена из материалов, защищающих работника от брызг расплавленного металла.
Запрещается использовать баллоны с просроченным сроком поверки. Предохранительные клапаны механического или электромагнитного типа должны быть исправны.
Не зависимо от места выполнения работ, не рекомендуем пользоваться аппаратами, собранными своими руками из инверторов – это может привести к травматизму. Рекомендуем ознакомиться с рейтингом производителей сварочных полуавтоматов. Аппараты российского производства пользуются хорошей репутацией благодаря приемлемой стоимости и надежному исполнению. Многочисленные обзоры подтверждают это.
Заключение
Полуавтоматический сварочный аппарат – отличный инструмент для сварки тонколистового металла. Для качественного результата рекомендуем использовать режим сварки в среде защитного газа обычной проволокой.
Источник: svarka.guru