Как работает точечная сварка видео
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.

Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
 Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
 Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
 Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
 Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
 Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Источник: svaring.com
Точечная сварка своими руками — видео как сделать аппарат точечной сварки
 Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.

Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.

Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.

Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.

Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Еще по этой теме на нашем сайте:
- Контактная сварка своими руками — видео урок для начинающих
Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит.
Сварка аккумуляторов своими руками — пошаговое руководство
Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками. Исполнителю данного процесса нужно.
Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.
Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный.
Источник: swarka-rezka.ru
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
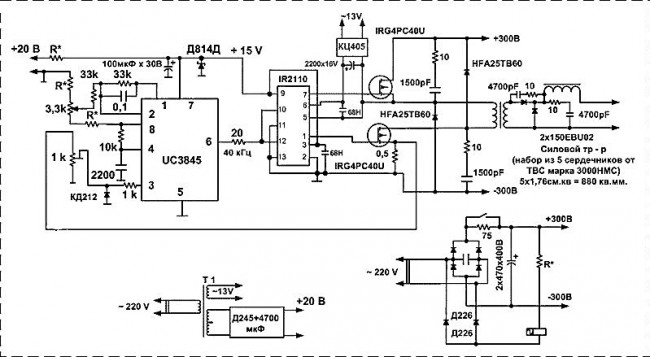
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Источник: svarkagid.com
Сообщества › Сделай Сам › Блог › Аппарат точечной сварки своими руками


Многие просили меня поделиться информацией по этому полезному устройству. С удовольствием делюсь.
Хотел бы предупредить, что любые действия, которые вы делаете, при сборке данного устройства, Вы делаете на свой страх и риск. Автор не несет ответственно за любые действия или последствия сборки и использования данного устройства. Помните, что высокое напряжение опасно для вашего здоровья. Обеспечьте максимальную безопасность при сборке и эксплуатации этого устройства.
Продолжим.
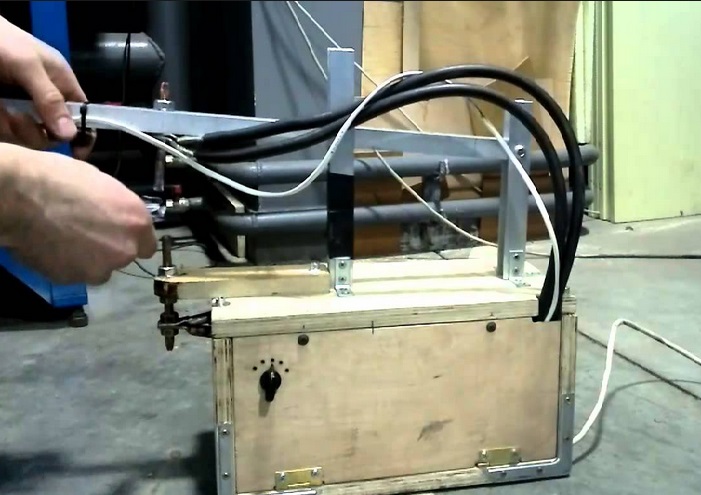
Сразу скажу, что мой вариант сделан на скорую руку и очень топорно. Я и сам пока не определился, как же мне окончательно облагородить. Но это вполне рабочий вариант, с помощью которого я уже собрал 5 АКБ.
Вот результат работы данным устройством www.drive2.ru/c/2337026/.
Для его изготовления понадобится:
1. Трансформатор от микроволновки мощностью 700 Вт минимум. Лучше от 1000 Вт микроволновки.
2. Провод сечением не менее 25 мм2. Я взял 32 мм2. — 1 метр. Вообще, чем короче по длине получится провод, тем меньше потерь будет.
3. Клеммники — 2 шт. Это по желанию. Можно и без них, если хорошо облудить концевики.
4. Кнопка. Рекомендую от той же микроволновки. Она выдерживает нагрузки и не горит.
5. Клеммники для питающего провода, чтобы аккуратно прицепиться к первичной обмотке.
6. Жала от 100 Вт. паяльника медные — 2 шт. для сварочных контактов.
Из инструмента:
1. Ножовка, стамеска для опиливания или вырубания вторичной обмотки.
2. Паяльник 100 Вт, чтобы пропаять концы или припой и газовая горелка, для тех же целей.
Первым этапом нужно избавиться от вторичной обмотки. Ее отпиливаем и выбиваем. Можно конечно распилить по линии сварки корпус трансформатора, вынуть целиком вторичку и потом склеить эпоксидкой корпус, но после этого, говорят, корпус будет издавать треск.
Напомню, в стандартном трансформаторе от микроволновки первичная обмотка идет внизу, а вторичная вверху. Между ними есть шунты. Их нужно оставить.
При демонтаже вторичной обмотки не повредите первичную.
Теперь просовываем наш толстый провод на место вторичной обмотки, чтобы получилось 1-2 витка. Больше и не нужно. Т.к. чем больше витков, тем больше напряжение. А повышать его смысла нету.
После этого выравниваем концы отходящие от трансформатора нашей новой вторичной обмотки. Важно, чтобы они были одинаковой длины.
Лудим, пропаиваем концы провода и одеваем клеммники на концы нашего толстого провода.
Теперь обжимаем клеммники на проводах, которые будут питать первичную обмотку. Т.е. тот провод, который будет вставляться в обычную розетку.
На одном из проводов в разрыв ставите кнопку от микроволновки. Ставить ее лучше в месте, до которого удобно дотянуться.
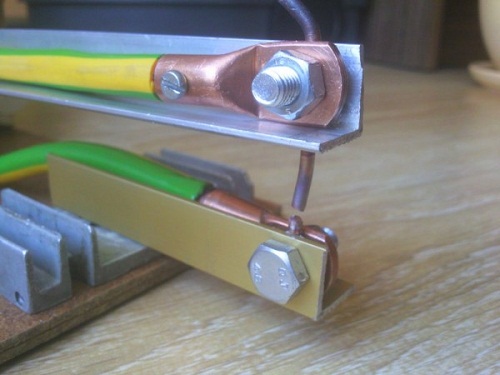
А дальше уже идет полет фантазии, как сделать контактную группу, которая и будет у нас сваривать.
Я у знакомого взял контактные группы от 200 или 300 А предохранителей. Они медные и медь хорошая. Раздобыть можно в старых электрощитах.
Переделал их под держатели контактных электродов. Получилось не плохо. Контакт получается надежный. Не греется.
Всю конструкцию разместил на доске, толщиной 50. Что под руку подвернулось.
Замеры показали напряжение холостого хода 1,5 В. В режиме короткого замыкания 1,2 кажется.
К сожалению мои токовые клещи рассчитаны на ток до 400А, поэтому использовал расчетную методику.
По расчетам, ток в рабочем режиме должен быть в районе 1000-1200А.
Рекомендации по сварке. Контакты нужно прижимать плотно, чтобы не было зазора между привариваемой пластиной и корпусом батареи. В противном случае, пластину может прожечь, а также корпус батареи. Сильно давить тоже не стоит, т.к. тогда будет просто нагрев.
Контакты специально сведены к центру, чтобы расстояние между точками сварки было не больше 5 мм. На картинке они закорочены, т.к. находятся ниже высоты стандартной батареи 18650.
Также в архиве привожу дополнительные материалы, которые собрал в сети по этой теме. Пользуйтесь. Мне не жалко. cloud.mail.ru/public/Q5mM/rDJRumHLG
Если моя запись была Вам полезна, то нажмите Нравится.
Спасибо.
Источник: www.drive2.ru
2 способа сделать аппарат точечной сварки
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.

Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
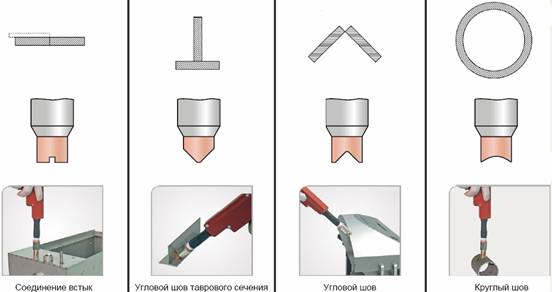
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Источник: wikimetall.ru