Контактная сварка из сварочного инвертора
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
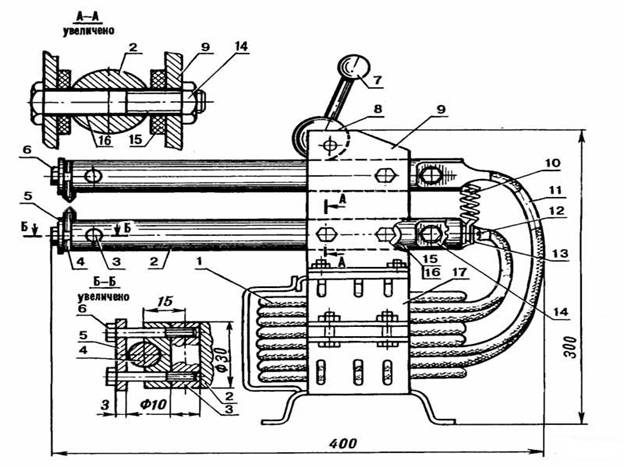
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Источник: svarkagid.com
Как самостоятельно изготовить аппарат для точечной сварки из инвертора? Схема, необходимые элементы
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
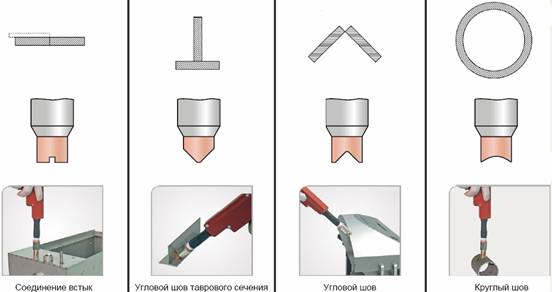
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
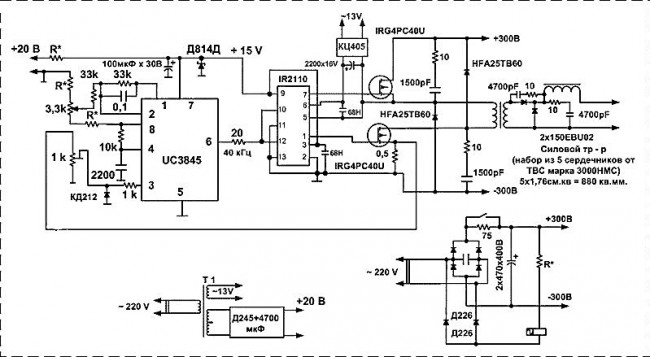
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Источник: elsvarkin.ru
Изготовление точечной сварки из инвертора
Точечная сварка из инвертора своими руками – миф это, или реальность? Ответить на этот вопрос однозначно совсем непросто. В интернете можно найти немало статей на эту тему. Их авторы касаются, как правило, проблем переделки электрических и электронных компонентов. Вопрос о том, как создать необходимое рабочее давление на электродах при этом уходит как бы на второй план. А ведь он является, по сути, ключевым, поскольку речь идёт об усилии в десятки, а иногда и сотни килограммов. Ну да ладно, давайте по порядку.

Открывающиеся возможности
Преимуществ у контактной сварки достаточно, чтобы сделать её привлекательной для тех, кто намерен наладить массовый выпуск продукции или заниматься ремонтом техники на профессиональном уровне.
- Хорошее качество сварного соединения. Оно обеспечивается стабильностью параметров сварочного тока и давления, оказываемого на соединяемые детали.
- Высокая скорость процесса. На наложение шва уходят секунды. Это особенно важно, когда речь идёт о выполнении большого объёма работ.
- Эксплуатационная простота. Правильно изготовленный аппарат для контактной сварки не требует особых навыков при использовании, и освоить процесс в состоянии даже специалист средней квалификации.
- Использование споттера оправдано при работах по ремонту автомобильных кузовов. Такое устройство упрощает не только процесс сварки, но и рихтовки повреждённых деталей.
Основным препятствием для широкого распространения технологии является высокая стоимость оборудования. Она и наталкивает многих на мысль о том, чтобы изготовить аппарат для контактной сварки самостоятельно.
Нужен ли инвертор?
На самом деле, использование для этих целей инвертора необоснованно. Ведь для контактной сварки нет никакой необходимости в постоянном токе. При наличии уже готового сварочного инвертора лишь несколько упрощается задача монтажа управляющих схем и изготовления трансформаторных катушек требуемых параметров. С таким же успехом можно изготовить оборудование, что называется, с нуля.
Что потребуется
Приступать к решению такой задачи, не имея необходимых теоретических знаний и практических навыков, не стоит. Это только на словах всё выглядит относительно просто. Но если вы умеете паять и знаете, как правильно перемотать катушки трансформатора, можно попробовать. Для этого вам понадобятся определённые материалы и инструменты.
- Медный провод определённого сечения. Его сечение и количество возможно определить, только выполнив предварительные расчеты.
- Материал для изготовления шины. На худой конец можно обойтись тем же проводом, но целесообразнее приобрести уже готовое изделие.
- Лак для создания на проводах изолирующего слоя и хорошая изоляционная лента.
- Мультиметр для проведения необходимых замеров.
- Принадлежности для пайки – паяльник, флюс, припой и т. п.
Разумеется, придётся приобрести и уже готовый сварочный инвертор.
Изготовление трансформатора
На рисунке №1 схематически показано возможное соотношение витков первичной и вторичной обмоток трансформатора, необходимого для работы контактной сварки. Большое число выходов на вторичной обмотке необходимо для того, чтобы иметь возможность грубой регулировки параметров тока. Но представленная схема требует корректировки в зависимости от требуемых параметров тока. Без предварительных расчётов не обойтись.

Теоретическая и практическая помощь
Количество витков можно рассчитывать по этой формуле: N = 50/S. Где N – количество витков, S – площадь сердечника в см2. Для упрощения задачи рекомендуется воспользоваться уже готовой программой калькулятором. Их также можно найти в сети. Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Осторожно!
Следует обязательно позаботиться о том, чтобы обе обмотки были заземлены. Ведь полученная мощность тока будет очень высокой, и контакт с находящимися под напряжением деталями может оказаться смертелен.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Монтаж системы управления
При монтаже схемы управления рекомендуется использовать уже готовые элементы. Они уже есть в заводском инверторе. Это сильно упростит процесс сборки и сделает аппарат удобным в эксплуатации. А вот ёмкости его штатных конденсаторов может оказаться недостаточно. В этом случае их придётся заменить на детали, подходящие по параметрам. Регулировка параметров тока в аппарате контактной сварки производится ступенчато. Её точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное обеспечивать работу в разных режимах.
Это важно!
Монтаж компонентов схемы следует производить с помощью пайки. Разъёмные соединения не способны обеспечить необходимый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда предполагается частая замена каких-либо деталей.
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей. Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Обеспечение прижимного усилия
Далее придётся решать наиболее практически сложную задачу. Дело в том, что если вы намерены создавать давление на сварочных клещах вручную, от изготовления контактной сварки лучше отказаться. Эффективность работы такого аппарата окажется низкой. Прилагаемое усилие в месте сварки должно быть равномерным и весьма значительным.
В промышленных условиях для этого используются гидравлические или пневматические системы. Изготовить такое устройство самостоятельно крайне проблематично. Разумнее приобрести уже готовый бустер, благо они встречаются в продаже. При изготовлении контактной сварки своими руками, проще задействовать усилители, приводимые в действие сжатым воздухом. В этом случае для их функционирования будет достаточно подключить обычный пневматический компрессор. Оптимально, если максимальное усилие на контактах будет достигать 100 кг и выше. Для изменения давления можно использовать отдельный регулятор, или встроить его в общую систему управления аппаратом.
Подача газа
Для оптимизации условий сварки и улучшения качества соединительного шва стоит позаботиться о подаче в рабочую зону газа. В случае со сталью это должна быть углекислота. Подбор форсунки и место её расположения зависят от размера клещей, контактов и рабочей зоны. Подающий шланг закрепляется так, чтобы не мешать работе остальных компонентов устройства. Он должен быть изготовлен из негорючего термостойкого материала и оснащён регулировочным вентилем.
Забота о надёжности и безопасности
Для эффективной работы оборудования, а также в целях обеспечения норм безопасности, все компоненты устройства должны быть тщательно закреплены и изолированы. В качестве основы рекомендуется использовать диэлектрические материалы, обладающие хорошей термостойкостью и механической прочностью. Необходимо позаботиться и о встраивании в электрическую схему защитных предохранителей. При работе на оборудовании важно соблюдать все рекомендованные меры безопасности.
Взвесьте всё как следует
Собираясь изготовить аппарат для контактной сварки своими руками. Сначала объективно оцените свои знания и возможности, а также весь объём предстоящих работ. Это позволит избежать напрасной траты времени и средств. Обидно будет осознать где-нибудь в середине пути, что всё было напрасно, и проще было бы купить уже готовое оборудование. Но если всё получится, наградой вам будет существенная денежная экономия и гордость от осознания того факта, что вы сумели справиться с непростой задачей.
Источник: svarkalegko.com
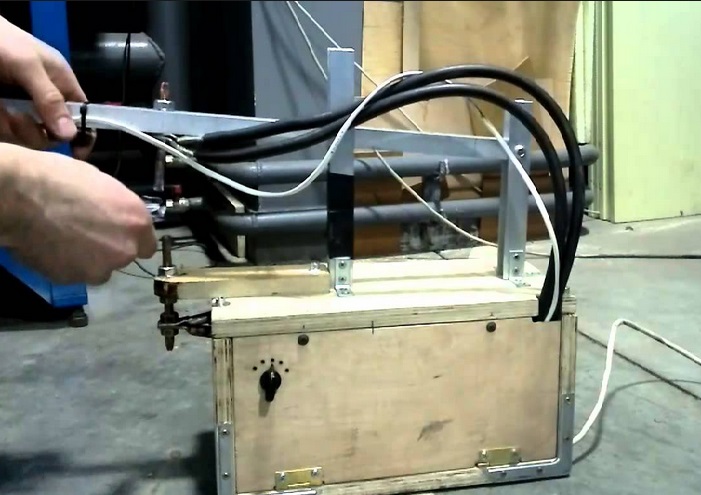
Точечная сварка из инвертора своими руками

Многие ошибочно полагают, что изготовление аппарата для точечной сварки из инвертора своими руками — очень сложный технологический процесс. Это не совсем так.
При достаточных познаниях в электротехнике и при наличии опыта работы с паяльником эта работа будет вам по силам. Полученный аппарат не будет отличаться от заводских в плане его эффективности.
 Трансформатор для сварки
Трансформатор для сварки
Для сборки аппарата точечной сварки своими руками вам потребуются:
- П-образный трансформатор (чем больше размер сердечника, тем лучше);
- контактор (реле для тока большой силы. Должен выдерживать 800—1000 ампер);
- реле на 25 вольт;
- трансформатор на 25 вольт;
- набор кабелей из меди;
- медный наконечник.
Схема управления аппаратом будет состоять из:
- блока питания;
- цепи управления;
- реле.
Схема управления аппаратом
Сборка трансформатора
Основной частью аппарата для точечной сварки (как в принципе, и любого другого электроприбора) является трансформатор.
Именно он будет генерировать необходимое для нормальной работы напряжение. В связи с тем, что для сборки такого прибора своими руками вам может понадобиться устройство с большим коэффициентом трансформации, лучше всего позаимствовать трансформатор у микроволновки (на 700-800 Вт). Если такой найден не был, то оптимальным вариантом будет его аналог мощностью в 1 кВт.
![]() Трансформатор из микроволновки
Трансформатор из микроволновки
Чтобы изготовить трансформатор для прибора точечной сварки своими руками, необходимо следовать данному алгоритму:
- Сбить вторичную обмотку. Из-за того, что нам во время работы пригодится только первичная (находится внутри, обмотана более толстым проводом, но слой обмотки тоньше), для снятия вторичной можно использовать любой подвернувшийся под руку инструмент: зубило, стамеску, ножовку, молоток или даже электрическую дрель. Главное — не повредить первичную обмотку и не нарушить ее целостность.
- Наложить вторичную обмотку. Для этого нам потребуется жгут, изготовленный из медной проволоки (сечение от 2,5 до 3 сантиметров). Его необходимо обмотать изолентой. Каждый слой обмотки обкладывается изоляционной бумагой и смазывается лаком.
- Проверить направления обмоток. Это можно сделать самым обычным вольтметром. Помимо направлений обмоток, также стоит проверить наличие коротких замыканий в сети. Если таковых нет, можно переходить к следующему пункту.
- Проверить силу тока. Если в вашей конструкции задействовано 2 или больше трансформаторные обмотки, вам в обязательном порядке следует проверить силу тока на выходе. Если она составляет больше 2000 ампер, ее необходимо уменьшить. В противном случае это чревато серьезными перепадами напряжения.
Точечная сварка из трансформатора от микроволновки
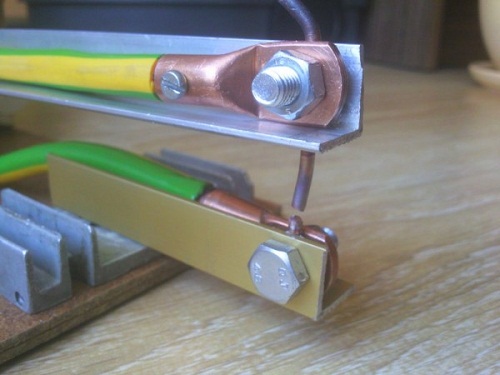
Изготовление электродов
Сделать электроды своими руками очень просто. Для этого вам потребуются медные прутики диаметром от 1,5 сантиметров (их можно приобрести на рынке или в металлоломе). При этом очень важно помнить один основополагающий принцип — диаметр электрода ни в коем случае не должен уступать диаметру кабеля.
Если вы изготавливаете аппарат для слабой сварки, то можно даже просто разобрать два паяльника и извлечь из них жала. Они сами по себе являются неплохими и работоспособными электродами.
Провод, который будет подключаться к электроду, должен обладать минимальной длиной для минимизации потери тока.
Чтобы соединить провод с электродом, вам потребуется обычный медный наконечник. Его нужно соединить с проводом посредством пайки или болтового соединения — это предотвратит возможность окисления, неизбежно возникающего во время первого использования прибора. Контакты, которые предварительно не были спаяны, могут вызвать нежелательное сопротивление, которое будет особенно ощущаться, если аппарат работает на низкой мощности.
Единственное преимущество, которым обладают болтовые соединения — это возможность быстрого удаления диодов. Во всех остальных случаях прибор приходится полностью перепаивать. Также к такому соединению прибегают в случаях, если диоды приходится чаще менять. Замена производится значительно быстрее и удобнее. Само собой, для таких креплений лучше приобретать болты и гайки из меди.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).
 Точечная сварка своими руками
Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата). Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
 Проводим испытание сварочного аппарата
Проводим испытание сварочного аппарата
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
Источник: okuzove.ru
Контактная сварка из инвертора своими руками
Создание сварочных аппаратов своими руками является весьма распространенной практикой для тех, кто предпочитает использовать его в домашних условиях не для важных целей. Контактная сварка своими руками из инвертора может стать отличным аналогом заводским вариантам. Новые аппараты зачастую стоят намного дороже, чем самодельные и не всегда их цена оправдана для домашнего применения. Имея сварочный инвертор, вполне возможно получить достаточно качественный результат по относительно невысокой цене.

Контактная сварка из инвертора
Аппарат контактной сварки, созданный своими руками, может применяться для соединения тонких листовых материалов. Для этого не нужно каких-то тонких регулировок рабочих параметров и сложной электроники, если все делается в домашних условиях. Все это делает актуальным создание техники для сварки самостоятельно. Инвертор есть у многих и его можно применить для создания контактного сварочного аппарата.
Преимущества 

Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Недостатки
Тем не менее, самодельная контактная сварка из сварочного аппарата обладает и своими недостатками:
- Надежность конструкции оставляет желать лучшего, так как крепления и прочие особенности аппарата делаются вручную без контроля качества;
- Диапазон регулировки параметров зачастую ограничен и для профессиональной деятельности непригоден;
- Корпус оказывается слабо защищенным от внешних воздействий.
Устройство
Аппарат контактной точечной сварки состоит из нескольких основных функциональных узлов. В электрической части задействован сварочный инвертор. Как и в сварочном трансформаторе, в нем присутствует свой небольшой трансформатор, который помогает преобразовать электричество из сети до тех параметров, которые пригодны для работы. Данный способ производства существенно выделяет этот способ получения контактной сварки среди остальных.
Механическая часть сильно отличается от стандартных инверторов. Здесь имеются специальные электроды, которые служат одновременно зажимами во время соединения. Работают они чаще всего при помощи специального рычага, тогда как в готовых заводских моделях ставят гидравлические прессы.
Принцип работы
Данная техника обладает довольно простым принципом работы. Он основан на преобразовании электрической энергии в тепловую. Электричество поступает на силовую часть аппарата, которой выступает трансформатор сварочного инвертора. Там энергия преобразуется до нужных параметров, которые заданы по технологии сварки. После этого электричество передается на электроды, которые прижимают свариваемую заготовку. В месте прижатия образуется область сварки, которая приводит к частичному расплавлению металла под воздействием тепла и свариванию. Все это происходит за очень короткое время, так как время воздействия импульса составляет менее 1 секунды.
Схема

Схема контактной сварки из инвертора
Здесь показан один з возможных вариантов, в котором имеется силовая часть, автоматический выключатель, цепь управления и защита. В первый узел входит сварочный трансформатор и тиристорный пускатель. Они предназначаются для подключения первичной обмотки.
Какие компоненты необходимы из инвертора
Перед тем как сделать контактную сварку из сварочного инвертора, следует ознакомиться с тем, какие части из него пригодятся. Это должны быть:
- Трансформатор;
- Блок питания;
- Система управления;
- Выключатель.
Процесс изготовления аппарата
Аппарат точечной сварки своими руками производится следующим образом:
- Первым делом сбивается вторичная обмотка, так как во время работы она не используется и нужно исключительно первичная. Внутри трансформатора она обмотана толстым проводом, но ее слой является более тонким. Провести процедуру можно при помощи практически любого удобного инструмента, такого как стамеска, молоток, зубило, дрель и прочее. Главное, чтобы первичная обмотка осталась в целости и сохранности.
![]()
Трансформатор от инвертора
- Наложить вторичную обмотку при помощи жгута, который можно сделать из медной проволоки. Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.
- После этого следует проверить направление обмоток. Для этого вам пригодится стандартный вольтметр. Помимо этого в сети не должно быть коротких замыканий в созданной сети. Когда все вопросы с проверками пройдены, можно приступать далее.
- Далее нужно узнать силу тока, что является обязательной процедурой для всех конструкций, в которых находится от двух и более обмоток.
Сила тока не должна превышать 2 кило ампер. Если она выше, то ее стоит уменьшить.»
Какие электроды использовать
Для создания электродов нужно учитывать тот фактор, что они не должны расплавляться, соответственно, их требуется делать из тугоплавкого металла. Лучше всего подходят прутки толщиною около 15 мм. Диаметр кабеля всегда должен быть меньше, чем диаметр электрода. Соответствующие прутки можно найти на рынке, в металлоломе или просто разобрать паяльники, если вам не требуется большая мощность аппарата.
Для соединения электрода и провода следует использовать обыкновенные медные наконечники. Это можно сделать при помощи пайки или болтов. Благодаря этому вероятность окисления станет намного ниже, чем ранее. Пайка отлично подходит для маломощных аппаратов, так как неправильное соединение приводит к тому, что появляется дополнительное соединение, приводящее к неправильному выходному значению тока.
Но у болтовых соединений также есть свои преимущества, так как с их помощью можно быстро удалить диоды из конструкции. В ином случае, прибор нужно паять заново. Болты и гайки также должны быть выполнены из меди.
Испытание
При сборке конструкции могут возникнуть различные дефекты, так что перед непосредственным запуском в работу следует проверить все. Проверка заключается в предварительном измерении рабочих параметров измерительными приборами и визуальном осмотре целостности конструкции и правильности соединения. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной. При испытаниях нужно соблюдать технику безопасности. Если все прошло гладко, то технику можно пускать в дело.
Заключение
Перед тем как сделать контактную сварку из сварочного аппарата, следует ознакомиться с принципом его действия и техническими характеристиками. Также нужно предварительно рассчитать, для каких целей какие параметры вам нужно будет. Только после этого можно приступать к работе.
Источник: svarkaipayka.ru